
Труба ASTM A139

Гэтая спецыфікацыя ахоплівае пяць марак сталёвых труб з прамым або спіральным швом, звараных электраплаўленнем (дугавой зварай), дыяметрам ад 4 да 92 цаляў уключна і таўшчынёй сценкі да 1 цалі ўключна.
Трубы іншых памераў могуць пастаўляцца пры ўмове, што такія трубы адпавядаюць усім астатнім патрабаванням гэтай спецыфікацыі і маркам сталі вырабленых труб. Труба прызначана для транспарціроўкі вадкасці, газу або пары.
СПЕЦЫФІКАЦЫЯ Труба ASTM A139
| СПЕЦЫФІКАЦЫЯASTM A-139 | |||
| МІНІМАЛЬНЫЯ МЕХАНІЧНЫЯ ЎЛАСЦІВАСЦІ | |||
| МАРКА СТАЛІ | Трываласць на расцяжэнне, мін | Мяжа цякучасці, мін Ksi | Падаўжэнне ў 2 цалях |
| А-139 КЛАС А | 48 (330) | 30 (205) |
|
| А-139 КЛАС B | 60 (415) | 35 (240) |
|
| А-139 КЛАС С | 60 (415) | 42 (290) |
|
| А-139 КЛАС D | 60 (415) | 46 (315) |
|
| А-139 КЛАС E | 66 (455) | 52 (360) |
|
Хімічны склад трубы A139 класа B
| C | Mn | P | S | |
| Клас А: | .25 | 1,00 | 0,035 | 0,035 |
| Клас B: | .26 | 1,00 | 0,035 | 0,035 |
| Клас С: | .28 | 1.20 | 0,035 | 0,035 |
| Клас D: | .30 | 1.30 | 0,035 | 0,035 |
| Клас Е: | .30 | 1.40 | 0,035 | 0,035 |
Табліца памераў сталёвых труб ASTM A139
У нас ёсць шырокі выбар памераў сталёвых труб ASTM A139 класа B
| Памеры | Школа 5 | Школа 10 | Школа 40 | Школа 80 | Школа 160 |
| 1/2 | ✔ | ✔ | ✔ | ✔ | |
| 3/4 | ✔ | ✔ | ✔ | ✔ | |
| 1 | ✔ | ✔ | ✔ | ✔ | |
| 1,25 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 1,5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 2 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 2,5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 3 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 3.5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 4 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 6 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 8 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 10 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 12 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 14 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 16 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 18 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 20 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 22 | ✔ | ✔ | ✔ | ✔ | |
| 24 | ✔ | ✔ | ✔ | ✔ |
Намінальны ціск у трубе ASTM A139 GR B
ЗНЕШНІ ДЫЯМЕТР | Таўшчыня сценкі | ВАГА ЧОРНЫХ ТРУБ | |||||||||
| НАМІНАЛЬНЫ ПАМЕР ТРУБЫ | СТАНДАРТ | СТАНДАРТ | ГЛАЎКІЯ ТЭНЦЫ ТРУБ | ВЫПРАБАВАЛЬНЫ ЦІСК | |||||||
| ЦАЛЯ | MM | ЦАЛЯ | MM | ЦАЛЯ | MM | КГ/США | МТР/ТОН | фунт/фут | футы/тона | Псі | КПА |
| 3/4 | 20 | 1.050 | 26,7 | 0,083* | 2.11 | 1.28 | 781 | 0,86 | 2562 | 700 | 4830 |
| 1 | 25 | 1.315 | 33,4 | 0,109* | 2,77 | 2.09 | 478 | 1,41 | 1568 год | 700 | 4830 |
| 1,1/4 | 32 | 1.660 | 42.2 | 0,109* | 2,77 | 2,69 | 372 | 1,81 | 1221 | 1000 | 6890 |
| 1.1/2 | 40 | 1.900 | 48.30 | 0,109* | 2,77 | 3.11 | 322 | 2.09 | 1056 | 1000 | 6890 |
| 2 | 50 | 2.375 | 60,3 | 0,109* | 2,77 | 3,93 | 254 | 2,64 | 833 | 1000 | 6890 |
| 2.1/2 | 65 | 2.875 | 73,0 | 0,120* | 3.05 | 5.26 | 190 | 3.53 | 623 | 1000 | 6890 |
| 3 | 80 | 3.500 | 88,9 | 0,120* | 3.05 | 6.46 | 155 | 4.34 | 509 | 1000 | 6890 |
| 3.1/2 | 90 | 4.000 | 101,6 | 0,120* | 3.05 | 7.41 | 135 | 4,98 | 443 | 1200 | 8270 |
| 4 | 100 | 4.500 | 114,3 | 0,120* | 3.05 | 8.37 | 119 | 5.62 | 390 | 1200 | 8270 |
| 5 | 125 | 5.563 | 141,3 | 0,134* | 3.40 | 11.58 | 86 | 7,78 | 283 | 1200 | 8270 |
| 6 | 150 | 6.625 | 168,3 | 0,134* | 3.40 | 13,85 | 72 | 9.30 | 237 | 1000 | 6890 |
| 8 | 200 | 8.625 | 219.1 | 0,188** | 4,78 | 25.26 | 40 | 16,96 | 130 | 800 | 5520 |
Талерантнасць трубы ASTM A139
| ДАЗВОЛЕНА | Вага Вага любой даўжыні трубы не павінна адрознівацца больш чым на 10% ад зададзенай вагі. Вага любой даўжыні трубы не павінна адрознівацца больш чым на 5% ад зададзенай вагі пры зададзенай таўшчыні сценкі 0,188 цалі або менш, або больш чым на 5,5% ад зададзенай вагі пры таўшчыні сценкі больш за 0,188 цалі. Таўшчыня Мінімальная таўшчыня сценкі ў любой кропцы не павінна быць больш чым на 12,5% меншай за намінальную таўшчыню сценкі. Акружнасць Труба павінна быць практычна круглай. Знешняя акружнасць трубы не павінна адрознівацца больш чым на 1,0%, але не больш чым на ¾ цалі ад намінальнай знешняй акружнасці, заснаванай на зададзеным дыяметры, за выключэннем таго, што памер акружнасці на канцах, пры неабходнасці, павінен быць абраны ў адпаведнасці з патрабаваннямі раздзела 15. Прамалінейнасць Гатовая труба павінна быць камерцыйна прамой. Калі патрэбныя спецыяльныя патрабаванні да прамалінейнасці, гэта павінна быць пазначана ў замове і ўзгоднена паміж пакупніком і вытворцам. |
| ДАЎЖЫНЯ | Дапушчальнае адхіленне пазначаных даўжынь складае ± ½². |
| АЗДАБЛЕННЕ | Труба павінна быць зрэзана пад вуглом 90° або мець скошаныя канцы, як паказана. Усе задзірыны на канцах трубы павінны быць выдалены. Калі канцы труб павінны быць скосаны для зваркі, канцы павінны быць скосаны звонку пад вуглом 35° з дапушчальным адхіленнем ± 2½° і з шырынёй кораня 1/16" ± 1/32". |
| ЗАВЕРШЭННЕ | Рамонт дэфектаў сценкі трубы шляхам ручной або аўтаматычнай дугавой зваркі дапускаецца пры ўмове, што іх глыбіня не перавышае 33% ад зададзенай таўшчыні сценкі. Дэфекты зварных швоў, такія як паценне або ўцечкі, павінны быць адрамантаваны або выраб павінен быць адбракаваны па рашэнні вытворцы. Рамонт такога характару павінен выконвацца шляхам поўнага выдалення дэфекту, ачысткі паражніны, а затым зваркі. Усе адрамантаваныя трубы павінны падвяргацца гідрастатычным выпрабаванням. |
| КОЛЬКАСЦЬ | З сталі кожнай плавкі або яе часткі, якая выкарыстоўваецца пры вырабе трубы, павінен быць выраблены адзін узор для выпрабаванняў на падоўжнае расцяжэнне. Адзін узор для выпрабавання зварнога шва са скарочаным сячэннем павінен быць адабраны з адрэзка трубы з кожнай партыі 3000 футаў трубы або яе часткі кожнага памеру і таўшчыні сценкі. |
| МАРКІРОЎКА | Кожная секцыя трубы павінна быць маркіравана адметнай маркіроўкай вытворцы, нумарам спецыфікацыі, маркай трубы і іншай маркіроўкай, калі гэта патрабуецца і ўзгоднена паміж пакупніком і вытворцам. |
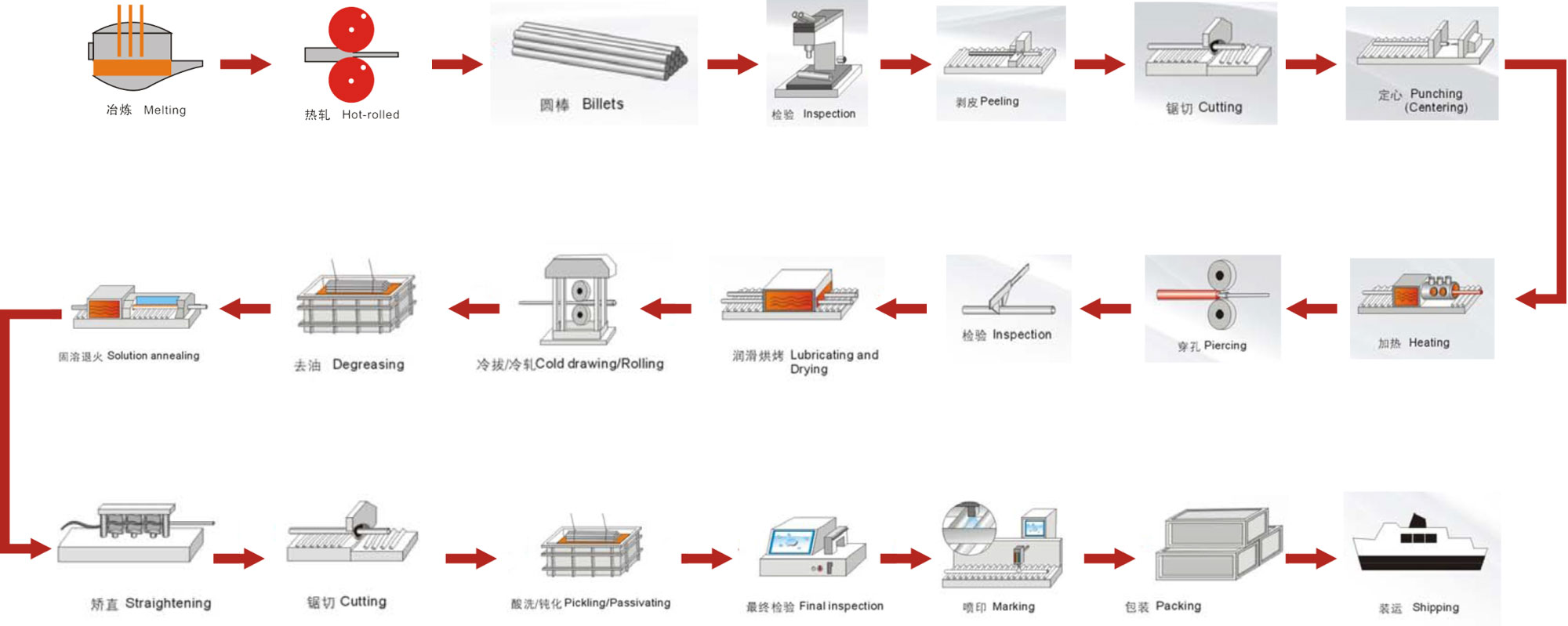
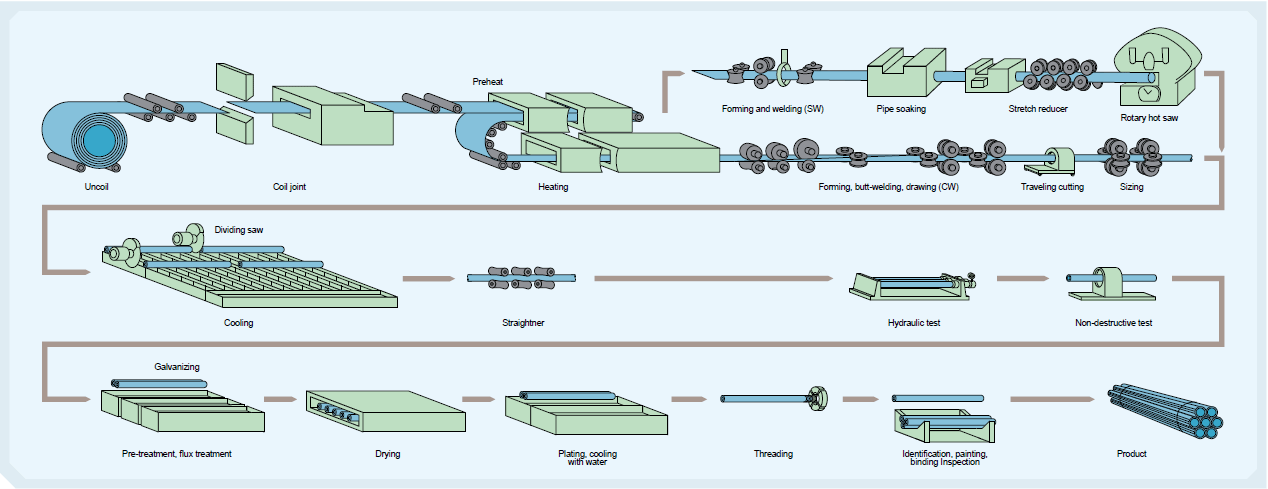
Працэс вытворчасці трубы ASTM A139
Бесшвовыя сталёвыя трубы ASTM 139
Зварная сталёвая труба ASTM 139
Прымяненне трубы ASTM A139
- Цэмент прамысловы
- Нафтахімічная прамысловасць
- Сталеліцейныя заводы
- Будаўнічы праект
- Кандэнсатары
- Цукровыя заводы
- Трубчастыя цеплаабменнікі





