
Tubo ASTM A139

Esta especificação abrange cinco classes de tubos de aço soldados por fusão elétrica (arco), com costura reta ou espiral, em diâmetros de 4" a 92" inclusive, com espessura de parede de até 1" inclusive.
Tubos com outras dimensões podem ser fornecidos, desde que atendam a todos os demais requisitos desta especificação e às classes de aço dos tubos fabricados. O tubo destina-se ao transporte de líquidos, gases ou vapores.
ESPECIFICAÇÃO do tubo ASTM A139
| ESPECIFICAÇÃOASTM A-139 | |||
| PROPRIEDADES MECÂNICAS MÍNIMAS | |||
| GRAU DO AÇO | Resistência à tração, mín. | Limite de escoamento, mínimo em Ksi | Alongamento em 2 polegadas |
| A-139 GRAU A | 48 ( 330 ) | 30 ( 205 ) |
|
| A-139 GRAU B | 60 ( 415 ) | 35 ( 240 ) |
|
| A-139 GRAU C | 60 ( 415 ) | 42 ( 290 ) |
|
| A-139 GRAU D | 60 ( 415 ) | 46 ( 315 ) |
|
| A-139 GRAU E | 66 ( 455 ) | 52 ( 360 ) |
|
Composição química do tubo A139 Grau B
| C | Mn | P | S | |
| Nota A: | 0,25 | 1,00 | 0,035 | 0,035 |
| Nota B: | .26 | 1,00 | 0,035 | 0,035 |
| Nota C: | .28 | 1,20 | 0,035 | 0,035 |
| Nota D: | .30 | 1,30 | 0,035 | 0,035 |
| Nota E: | .30 | 1,40 | 0,035 | 0,035 |
Tabela de Dimensões de Tubos de Aço ASTM A139
Temos uma ampla seleção de dimensões de tubos de aço ASTM A139 Grau B.
| Tamanhos NB | Escola 5 | Escola 10 | Sch 40 | Sch 80 | Sch 160 |
| 1/2 | ✔ | ✔ | ✔ | ✔ | |
| 3/4 | ✔ | ✔ | ✔ | ✔ | |
| 1 | ✔ | ✔ | ✔ | ✔ | |
| 1,25 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 1,5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 2 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 2,5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 3 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 3,5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 4 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 5 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 6 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 8 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 10 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 12 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 14 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 16 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 18 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 20 | ✔ | ✔ | ✔ | ✔ | ✔ |
| 22 | ✔ | ✔ | ✔ | ✔ | |
| 24 | ✔ | ✔ | ✔ | ✔ |
Classificação de pressão de tubulação ASTM A139 GR B
DIÂMETRO EXTERNO | ESPESSURA DA PAREDE | PESO DOS TUBOS PRETOS | |||||||||
| TAMANHO NOMINAL DO TUBO | PADRÃO | PADRÃO | TUBOS COM EXTREMIDADES LISAS | PRESSÃO DE TESTE | |||||||
| POLEGADA | MM | POLEGADA | MM | POLEGADA | MM | KG/MTR | MTR/TON | LB/FT | FT/TON | PSI | KPA |
| 3/4 | 20 | 1.050 | 26,7 | 0,083* | 2.11 | 1,28 | 781 | 0,86 | 2562 | 700 | 4830 |
| 1 | 25 | 1,315 | 33,4 | 0,109* | 2,77 | 2.09 | 478 | 1,41 | 1568 | 700 | 4830 |
| 1.1/4 | 32 | 1,660 | 42,2 | 0,109* | 2,77 | 2,69 | 372 | 1,81 | 1221 | 1000 | 6890 |
| 1,1/2 | 40 | 1.900 | 48,30 | 0,109* | 2,77 | 3.11 | 322 | 2.09 | 1056 | 1000 | 6890 |
| 2 | 50 | 2,375 | 60,3 | 0,109* | 2,77 | 3,93 | 254 | 2,64 | 833 | 1000 | 6890 |
| 2,1/2 | 65 | 2,875 | 73,0 | 0,120* | 3.05 | 5.26 | 190 | 3,53 | 623 | 1000 | 6890 |
| 3 | 80 | 3.500 | 88,9 | 0,120* | 3.05 | 6,46 | 155 | 4,34 | 509 | 1000 | 6890 |
| 3,1/2 | 90 | 4.000 | 101,6 | 0,120* | 3.05 | 7,41 | 135 | 4,98 | 443 | 1200 | 8270 |
| 4 | 100 | 4.500 | 114,3 | 0,120* | 3.05 | 8,37 | 119 | 5,62 | 390 | 1200 | 8270 |
| 5 | 125 | 5,563 | 141,3 | 0,134* | 3,40 | 11,58 | 86 | 7,78 | 283 | 1200 | 8270 |
| 6 | 150 | 6,625 | 168,3 | 0,134* | 3,40 | 13,85 | 72 | 9:30 | 237 | 1000 | 6890 |
| 8 | 200 | 8,625 | 219,1 | 0,188** | 4,78 | 25,26 | 40 | 16,96 | 130 | 800 | 5520 |
Tubo com tolerância ASTM A139
| PERMITIDO | Peso O peso de qualquer trecho de tubo não deve variar mais de 10% em relação ao peso especificado. O peso de qualquer trecho de tubo não deve variar mais de 5% abaixo do peso especificado quando a espessura da parede especificada for de 0,188" ou menos, ou mais de 5,5% abaixo quando a espessura da parede for maior que 0,188". Grossura A espessura mínima da parede em qualquer ponto não deve ser superior a 12,5% da espessura nominal da parede. Circunferência O tubo deverá ser substancialmente redondo. A circunferência externa do tubo não deverá variar mais de 1,0%, mas não mais do que ¾ pol., em relação à circunferência externa nominal com base no diâmetro especificado, exceto que a circunferência nas extremidades deverá ser dimensionada, se necessário, para atender aos requisitos da Seção 15. Retidão Os tubos acabados devem ser comercialmente retos. Quando forem desejados requisitos específicos de retidão, o pedido deverá especificar isso e ser acordado entre o comprador e o fabricante. |
| COMPRIMENTOS | A tolerância dos comprimentos especificados é de ± ½². |
| TERMINAR | Os tubos devem ser fornecidos com corte em ângulo de 90° ou extremidades chanfradas, conforme especificado. Todas as rebarbas nas extremidades dos tubos devem ser removidas. Quando as extremidades dos tubos precisarem ser chanfradas para a soldagem, o chanfro externo deve ser de 35° com uma tolerância de ± 2½° e com uma largura da face da raiz de 1/16" ± 1/32". |
| FIM DO | Será permitida a reparação de defeitos na parede do tubo por soldagem a arco manual ou automática, desde que a sua profundidade não exceda 33% da espessura de parede especificada. Defeitos nas soldas, como pontos de solda solta ou vazamentos, devem ser reparados ou a peça rejeitada, a critério do fabricante. Reparos dessa natureza devem ser feitos removendo-se completamente o defeito, limpando-se a cavidade e, em seguida, soldando-se. Todos os tubos reparados devem ser submetidos a teste hidrostático. |
| NÚMERO DE | Um corpo de prova para ensaio de tração longitudinal deve ser fabricado a partir do aço de cada lote, ou fração deste, utilizado na fabricação do tubo. Um corpo de prova de solda de produção com seção reduzida deve ser retirado de um trecho de tubo de cada lote de 3000 pés de tubo, ou fração deste, de cada tamanho e espessura de parede. |
| MARCAÇÃO | Cada seção de tubo deverá ser marcada com a marca distintiva do fabricante, o número de especificação, a classe do tubo e outras marcações, se necessárias e acordadas entre o comprador e o fabricante. |
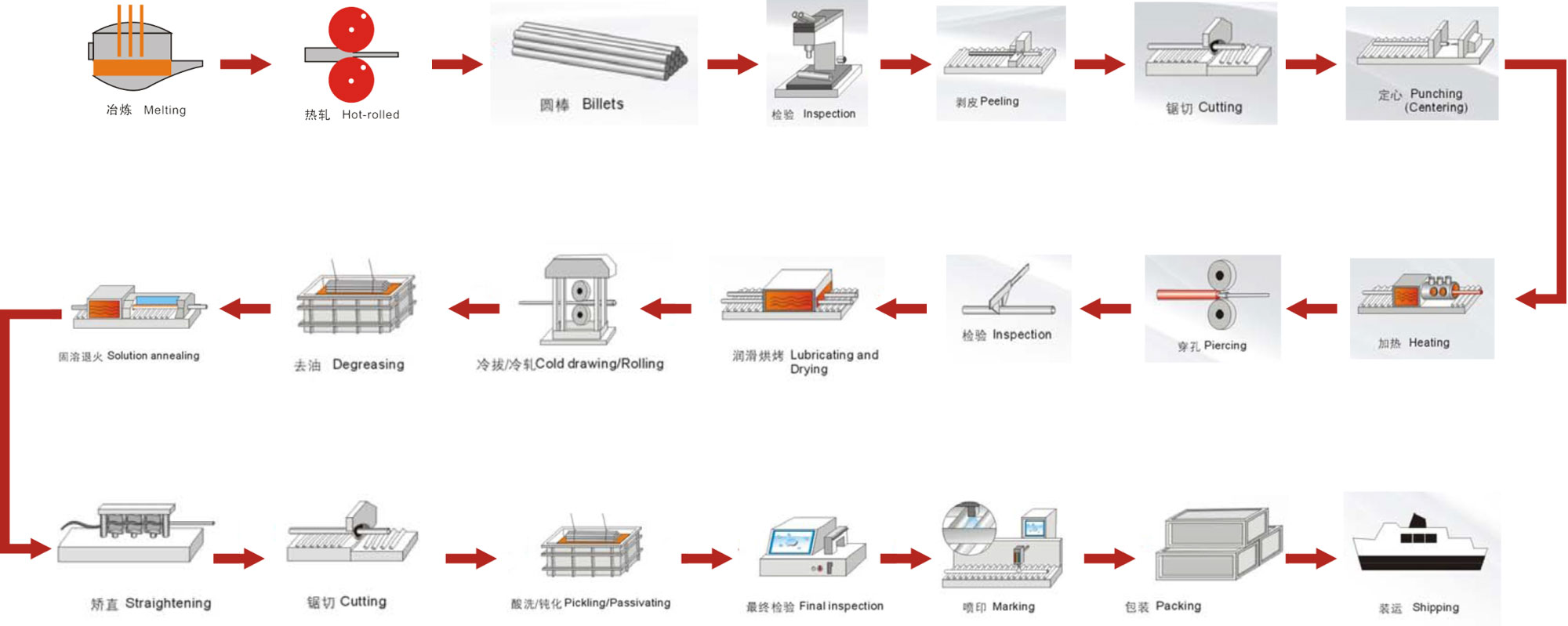
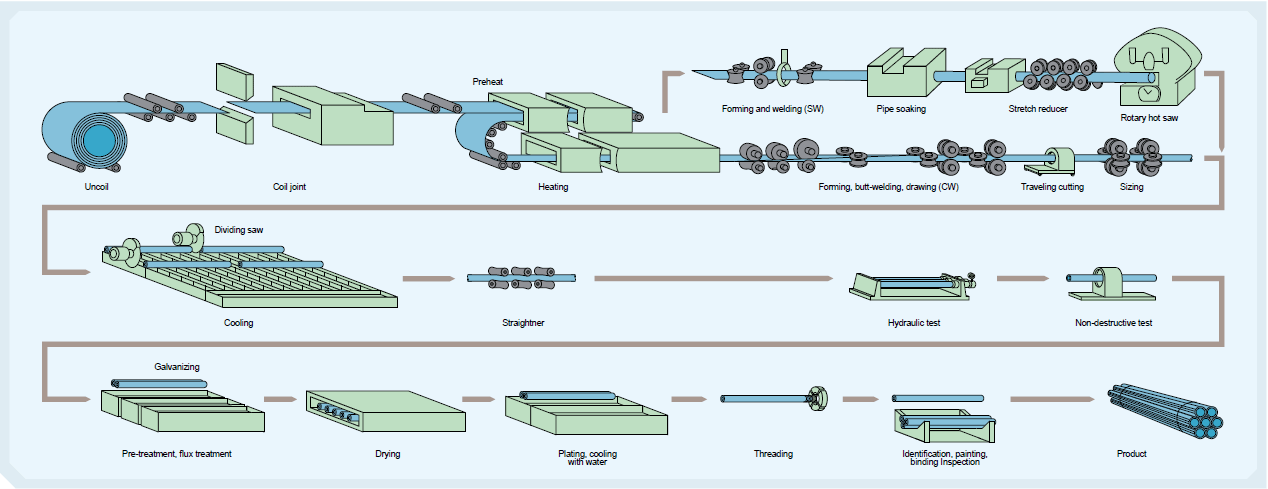
Processo de fabricação de tubos ASTM A139
Tubo de aço sem costura ASTM 139
Tubo de aço soldado ASTM 139
Aplicação do tubo ASTM A139
- Indústria de cimento
- Indústria petroquímica
- Usinas de aço
- Projeto de construção
- Condensadores
- Usinas de açúcar
- Trocadores de calor tubulares





