
ASTM A53 Rohr



Was ist ein Stahlrohr nach ASTM A53?
Die ASTM A53-Norm entspricht ASME SA-53 und ist die Standardnorm für nahtlose und geschweißte, schwarz- und feuerverzinkte (zinkbeschichtete) Stahlrohre in den Nennweiten NPS 1/8 (DN 6) bis NPS 26 (DN 650) mit der angegebenen Wandstärke. Stahlrohre mit anderen Abmessungen sind ebenfalls erhältlich, sofern sie alle übrigen Anforderungen der Norm erfüllen. Die Bezeichnung „schwarzer Stahl“ bezieht sich auf die dunkle, schuppenartige Eisenoxidschicht, die sich natürlich im Herstellungsprozess des Rohres ergibt. Die Feuerverzinkung dient dem Korrosionsschutz.
Rohmaterial für A53-Stahlrohre – Kohlenstoffstahlrohr
Der Stahl für die Herstellung von ASTM A53-Rohren (sowohl für nahtlose als auch geschweißte Rohre) muss nach folgenden Verfahren hergestellt werden: Siemens-Martin-Elektroofen oder Sauerstoffblasverfahren.
Rohstahl unterschiedlicher Güteklassen wird im Stranggießverfahren hergestellt. Dabei ist die Identifizierung des entstehenden Übergangsmaterials erforderlich. Der Hersteller sollte das Übergangsmaterial mit einem etablierten Verfahren entfernen, das eine eindeutige Trennung der Güteklassen ermöglicht.
Die Schweißnaht bei ERW-Schweißverfahren an Rohren der Güteklasse B nach ASTM A53 sollte nach dem Schweißen einer Wärmebehandlung auf mindestens 540 °C unterzogen werden.℃(1000℉).
Folglich gibt es keine Reste von unvergütetem Martensit, oder es werden andere Wege genutzt, um Reste von unvergütetem Martensit zu erhalten.
Bei kaltverformten Rohren darf die Ausdehnung 1,5 % des Rohrdurchmessers nicht überschreiten.
Werkstoffarten für die Stahlrohrnorm ASTM A53
a. Nahtloser Typ S, hat die Güteklassen A und B.
b. Geschweißter Typ E (ERW), Güteklasse A und B.
c. Ofengeschweißt Typ F, nur Güteklasse A.
Anwendungen für Stahlrohre nach ASTM A53
Übertragung: Öl- und Gaspipelinesysteme, Wasseraufbereitung, Mineralsuspensionen
Bauwesen und Infrastruktur: Gebäude, Grundwasserbohrungen, Kesselwasserversorgung
Maschinenteile: Bearbeitung zu Ersatzteilen
Kraftwerk: Windkraftanlagen, Antistatikrohr
Chemische Anforderungen an Stahlrohre nach ASTM A53
| Element | Typ S (nahtlos) | Typ E | Typ F | ||
| (elektrisch- widerstandsgeschweißt) | (Ofen- geschweißtes Rohr) | ||||
| Note A | Note B | Note A | Note B | Note A | |
| Kohlenstoff max. % | 0,25 | 0,30 | 0,25 | 0,30 | 0,3 |
| Mangan % | 0,95 | 1.2 | 0,95 | 1.2 | 1.2 |
| Phosphor, max. % | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Schwefel, max. % | 0,045 | 0,045 | 0,045 | 0,045 | 0,045 |
| Kupfer, max.% | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Nickel, max. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Chrom, max. % | 0,40 | 0,40 | 0,40 | 0,40 | 0,4 |
| Molybdän, max. % | 0,15 | 0,15 | 0,15 | 0,15 | 0,15 |
| Vanadium, max. % | 0,08 | 0,08 | 0,08 | 0,08 | 0,08 |
Feuerverzinkung:
Legt Standards für die Zinkbeschichtung von Rohren innen und außen im Feuerverzinkungsverfahren fest. Das durchschnittliche Gewicht der Beschichtung darf nicht weniger als 1,8 oz pro Quadratfuß und nicht weniger als 1,6 oz pro Quadratfuß betragen.
ZULÄSSIGE ABWEICHUNGEN BEI DER WANDDICKE
Die Mindestwandstärke darf an keiner Stelle mehr als 12,5 % unter der angegebenen Nennwandstärke liegen.
ZULÄSSIGE GEWICHTSABWEICHUNGEN PRO FUSS
Plus oder minus 10%
ZULÄSSIGE ABWEICHUNGEN IM AUSSENDURCHMESSER
Der Außendurchmesser darf an keiner Stelle mehr als folgende Abweichungen vom vorgegebenen Standard aufweisen:
| Für NPS 1 1/2 und kleinere Größen | Für NPS 2 und größere Größen | |||
| 1/64″ | 1/32″ unter | 1 % über | 1% unter | |
Vergleich der mechanischen Eigenschaften von Stahlrohren nach ASTM A53
| Nahtlos und elektrisch widerstandsgeschweißt | Durchgehend geschweißt | ||
| Note A | Note B | ||
| Mindestzugfestigkeit, psi | 48.000 | 60.000 | 45.000 |
| Mindeststreckgrenze, psi | 30.000 | 35.000 | 25.000 |
Größentabelle für Stahlrohre nach ASTM A53
| NPS | OD | Nennwandstärke | |||||||||||||||
| DN | Zoll | mm | SCH5S | SCH10S | SCH10 | SCH20 | SCH30 | SCH40 | SCH60 | SCH80 | SCH100 | SCH120 | SCH140 | SCH160 | Sth | XS | XXS |
| 50 | 2″ | 60,3 | 1,65 | 2,77 | – | – | – | 3,91 | – | 5,54 | – | – | – | 8,74 | 3,91 | 5,54 | 11.07 |
| 65 | 2 1/2″ | 73 | 2.11 | 3.05 | – | – | – | 5.16 | – | 7.01 | – | – | – | 9,53 | 5.16 | 7.01 | 14.02 |
| 80 | 3″ | 88,9 | 2.11 | 3.05 | – | – | – | 5,49 | – | 7,62 | – | – | – | 11.13 | 5,49 | 7,52 | 15.24 |
| 90 | 3 1/2″ | 101,6 | 2.11 | 3.05 | – | – | – | 5,74 | – | 8.08 | – | – | – | – | 5,74 | 8.08 | – |
| 100 | 4″ | 114,3 | 2.11 | 3.05 | – | – | – | 6.02 | – | 8,58 | – | 11.13 | – | 13.49 | 6.02 | 8,56 | 17.12 |
| 125 | 5″ | 141,3 | 2,77 | 3.4 | – | – | – | 6,55 | – | 9,53 | – | 12.7 | – | 15,88 | 6,55 | 9,53 | 18.05 |
| 150 | 6″ | 168,3 | 2,77 | 3.4 | – | – | – | 7.11 | – | 10,97 | – | 14.27 | – | 18.26 | 7.11 | 10,97 | 21,95 |
| 200 | 8″ | 219.1 | 2,77 | 3,76 | – | 6,35 | 7.04 | 8.18 | 10.31 | 12.7 | 15.09 | 18.26 | 20,62 | 23.01 | 8.18 | 12.7 | 22.23 |
| 250 | 10″ | 273.1 | 3.4 | 4.19 | – | 6,35 | 7,8 | 9.27 | 12.7 | 15.09 | 18.26 | 21.44 | 25.4 | 28,58 | 9.27 | 12.7 | 25.4 |
| 300 | 12″ | 323,9 | 3,96 | 4,57 | – | 6,35 | 8,38 | 10.31 | 14.27 | 17.48 | 21.44 | 25.4 | 28,58 | 33,32 | 9,53 | 12.7 | 25.4 |
| 350 | 14″ | 355,5 | 3,96 | 4,78 | 6,35 | 7,92 | 9,53 | 11.13 | 15.09 | 19.05 | 23,83 | 27,79 | 31,75 | 35,71 | 9,53 | 12.7 | – |
| 400 | 16″ | 406.4 | 4.19 | 4,78 | 6,35 | 7,92 | 9,53 | 12.7 | 16,66 | 21.44 | 26.19 | 30,96 | 36,53 | 40,49 | 9,53 | 12.7 | – |
| 450 | 18″ | 457,2 | 4.19 | 4,78 | 6,35 | 7,92 | 11.13 | 14.27 | 19.05 | 23,83 | 39,36 | 34,93 | 39,67 | 45,24 | – | – | – |
| 500 | 20″ | 508 | 4,78 | 5,54 | 6,35 | 9,53 | 12.7 | 15.09 | 20,62 | 26.19 | 32,54 | 38.1 | 44,45 | 50,01 | – | – | – |
| 550 | 22″ | 558,8 | 4,78 | 5,54 | 6,35 | 9,53 | 12.7 | – | 22.23 | 28,58 | 34,93 | 41,28 | 47,63 | 53,98 | – | – | – |
| 600 | 24″ | 609.6 | 5,54 | 6,35 | 6,35 | 9,53 | 14.27 | 17.48 | 24,61 | 30,96 | 38,89 | 46,02 | 52,37 | 59,54 | – | – | – |
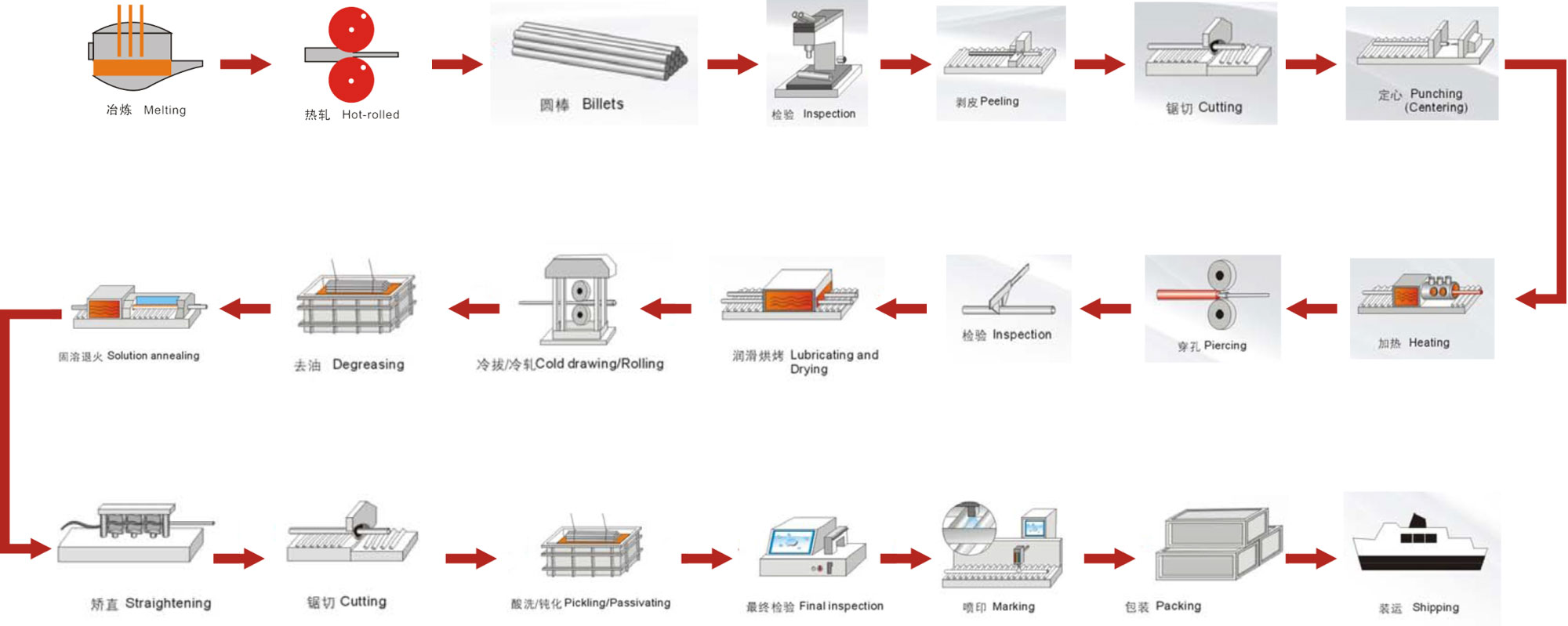
Herstellungsprozess von nahtlosen Stahlrohren nach ASTM A53
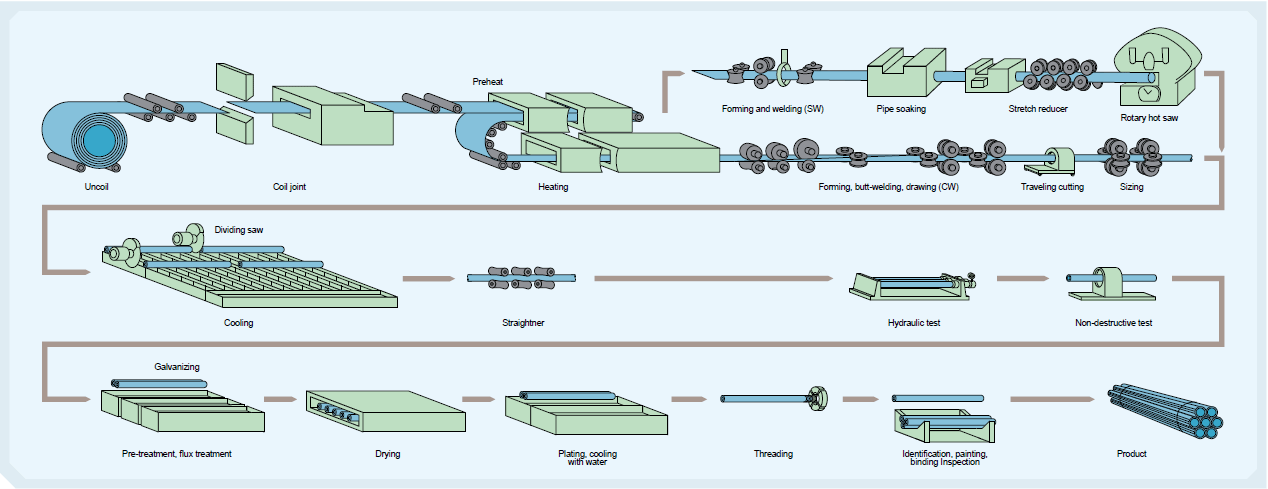
Herstellungsprozess von geschweißten Stahlrohren nach ASTM A53
Wir sind ein professioneller Hersteller von Kohlenstoffstahlrohren. Wir bieten Kohlenstoffstahlrohre in verschiedenen Größen sowie Stahlrohre und Rohrverbindungsstücke in diversen Ausführungen an.
Unsere Vorteile:
1. Chinas führender Anbieter von Produkten und Dienstleistungen sowie Exporteur von Stahlrohren
2. Wettbewerbsfähiger Preis und Qualität aus eigener Produktion
3. Ressourcenintegration aus einer Hand
4. Jedes Jahr die Zertifizierungen nach ISO 9001, CE und SGS bestanden.
5. Bester Service mit 24-Stunden-Reaktionszeit
6. Flexible Zahlungsmethoden
7. Hohe Produktionskapazität
8. Schnelle Lieferung und standardmäßige Exportverpackung
9. OEM/ODM
Wenn Sie Fragen zu Stahlprodukten haben, kontaktieren Sie uns bitte:sales@bestartubes.com






