
Tubo BS1387


O que é um tubo de aço BS1387?
O tubo de aço BS1387 é uma norma britânica para tubos soldados pretos para tanques BS21 e tanques BS21. Os tubos de aço galvanizados a quente BS 1387 são usados para transporte de gás, ar e água, em obras civis e outras estruturas. O tubo galvanizado BS1387 tem diâmetro nominal de DN8 a DN150 e está disponível em espessuras leve, média e pesada.
O tubo de aço galvanizado BS1387, também conhecido como tubo de aço GI, pode ser classificado em dois tipos: tubo de aço galvanizado a quente e tubo de aço eletrolítico. A vantagem do tubo de aço galvanizado a quente é que a camada de galvanização é mais espessa, o revestimento de zinco é uniforme e adere melhor ao corpo do tubo. Além disso, a vida útil do tubo de aço galvanizado a quente é maior.
Vantagens dos tubos de aço BS1387
Como fabricantes de tubos BS1387 focados na qualidade, fornecemos tubos de aço BS1387 utilizando rigorosamente materiais de alta qualidade. Nossos tubos galvanizados BS1387 são utilizados mundialmente em sistemas de tubulação nas indústrias de petróleo, gás, química, alimentícia e petroquímica. Mantemos sempre o compromisso com nossa missão de produzir tubos de aço BS1387 de alta qualidade e oferecer um excelente serviço. A seguir, apresentamos algumas vantagens dos tubos de ferro galvanizado BS1387 que você pode considerar como referência na escolha de tubos de aço preto BS1387 adequados às suas necessidades.
Alta Eficiência: Oferecemos uma variedade de tubos de aço BS1387 para atender à alta demanda por esses componentes na construção civil. Visando aprimorar a integração da nova geração de tecnologias da informação com as aplicações dos tubos de aço BS1387, buscamos produtos de alta qualidade.
Maior resistência e durabilidade: Atendendo à crescente demanda, o tubo de aço BS1387 proporciona maior resistência e durabilidade às estruturas de construção por um longo período. Graças à sua elevada resistência estrutural, os usuários do tubo de aço galvanizado BS1387 desfrutam de satisfação a longo prazo com nossos produtos.
Controle de Qualidade Rigoroso: Tubos de aço galvanizado BS1387 são aceitáveis para inspeção por uma terceira parte indicada ou paga pelo comprador, como a SGS ou a BV.
Acabamento e proteção das extremidades de tubos de aço BS1387
Tubos com extremidades lisas e corte quadrado (PE) ou roscados e fixados com acoplamento (T/C). Os tubos (PE) são enviados sem qualquer proteção nas extremidades. Os tubos T/C são fornecidos com rosca cônica conforme a norma BS 21 e equipados com um soquete de ferro maleável com rosca cônica, conforme exigido por esta especificação.
Especificação de Tubo de Aço BS1387
| Composição Química | C máx. | Mn Máx. | P Máx. | S Max |
| 0,20% | 1,20% | 0,045% | 0,045% | |
| Propriedades Mecânicas | Resistência à tração (N/mm²) | 320-460 | ||
| Limite de Escoamento (N/MM2) | 195 min | |||
| Elocação | 20 minutos | |||
| Tolerâncias de dimensões e massa | Espessura da parede dos tubos de luz | -8% | ||
| Espessura da parede de tubos médios e pesados | -10% | |||
| Massa | A massa média da remessa para quantidades de 150 m ou mais de um mesmo tamanho não deve divergir em mais de ±4% da massa da remessa calculada a partir da massa fornecida na tabela, conforme o caso. Nenhum tubo individual deve divergir em mais de +10% ou -8% da massa fornecida na tabela, conforme o caso. | |||
| Teste de revestimento de zinco Hop-Dip (se necessário) | Após quatro imersões sucessivas de um minuto na solução de sulfato de cobre, a amostra testada não deverá apresentar qualquer depósito vermelho aderente de cobre metálico. | |||
| Teste de flexão | Tubos pretos com diâmetro nominal (DN) de até 50 devem ser curvados a frio, sem qualquer sinal de fratura ou falha, em um ângulo de 180° em torno de um molde com raio na base da ranhura igual a seis vezes o diâmetro externo do tubo, conforme especificado na tabela. Tubos com revestimento de zinco por imersão a quente devem ser curvados a frio, sem fissuras no aço, em um ângulo de 90° em torno de um molde com raio na base da ranhura igual a oito vezes o diâmetro externo do tubo. | |||
| Teste de achatamento | O teste de achatamento aplica-se a tubos com diâmetro nominal superior a 50 DN. Um anel com comprimento mínimo de 40 mm, retirado de uma das extremidades de cada tubo selecionado, deverá ser achatado a frio entre placas planas paralelas, sem apresentar trincas ou defeitos, até que a distância entre as placas, medida sob carga, não seja superior a 75% do diâmetro externo original do tubo. Além disso, não devem ocorrer trincas ou defeitos no metal em outras regiões que não a solda, até que a distância entre as placas seja inferior a 60% do diâmetro original. A solda deverá ser posicionada a 90° em relação à direção do achatamento. | |||
| Teste de estanqueidade | O teste deverá ser um teste hidráulico a uma pressão de 50 bar (50×105N/M²), ou, alternativamente, um teste de correntes parasitas. | |||
| Teste de diâmetro interno para tubos revestidos com Hop-Dip | Tubos revestidos com zinco por imersão a quente até DN25, inclusive, devem ter uma haste de 230 mm de comprimento, com o diâmetro apropriado especificado abaixo, passando por dentro deles, e devem ter um furo livre. | |||
Dimensões do tubo de aço BS1387
| Aula | Diâmetro Nominal (DN) mm | Designação da rosca em polegadas | Diâmetro externo | Espessura mm | Massa de tubo preto | ||
| Máx. mm | Mínimo mm | Extremidade lisa kg/m | Parafusos e encaixes kg/m | ||||
| Luz | 15 | 1/2 | 21,4 | 21.0 | 2.0 | 0,947 | 0,956 |
| 20 | 3/4 | 26,9 | 26,4 | 2.3 | 1,38 | 1,39 | |
| 25 | 1 | 33,8 | 33.2 | 2.6 | 1,98 | 2,00 | |
| 32 | 1 1/4 | 42,5 | 41,9 | 2.6 | 2,54 | 2,57 | |
| 40 50 | 1 1/2 2 | 48,4 60,2 | 47,8 59,60 | 2.9 2.9 | 3,23 4,08 | 3,27 4,15 | |
| 65 | 2 1/2 | 76,0 | 75,2 | 3.2 | 5,71 | 5,83 | |
| 80 | 3 | 88,7 | 87,9 | 3.2 | 6,72 | 6,89 | |
| 100 | 4 | 113,9 | 113,0 | 3.6 | 9,75 | 10.0 | |
| Médio | 15 | 1/2 | 21,7 | 21.1 | 2.6 | 1.21 | 1.22 |
| 20 | 3/4 | 27.2 | 26,6 | 2.6 | 1,56 | 1,57 | |
| 25 | 1 | 34.2 | 33,4 | 3.2 | 2.41 | 2,43 | |
| 32 | 1 1/4 | 42,9 | 42.1 | 3.2 | 3.10 | 3.13 | |
| 40 | 1 1/2 | 48,4 | 48,0 | 3.2 | 3,57 | 3,61 | |
| 50 | 2 | 60,8 | 59,8 | 3.6 | 5.03 | 5.10 | |
| 65 | 2 1/2 | 76,6 | 75,4 | 3.6 | 6,43 | 6,55 | |
| 80 | 3 | 89,5 | 88,1 | 4.0 | 8,37 | 8,54 | |
| 100 | 4 | 114,9 | 113,3 | 4,5 | 12.2 | 12,5 | |
| 125 | 5 | 140,6 | 138,7 | 5.0 | 16,6 | 17.1 | |
| 150 | 6 | 166,1 | 164,1 | 5.0 | 19,7 | 20.3 | |
| Pesado | 15 | 1/2 | 21,7 | 21.1 | 3.2 | 1,44 | 1,45 |
| 20 | 3/4 | 27.2 | 26,6 | 3.2 | 1,87 | 1,88 | |
| 25 | 1 | 34.2 | 33,4 | 4.0 | 2,94 | 2,96 | |
| 32 | 1 1/4 | 42,9 | 42.1 | 4.0 | 3,80 | 3,83 | |
| 40 | 1 1/2 | 48,8 | 48,0 | 4.0 | 4,38 | 4,42 | |
| 50 | 2 | 60,8 | 59,8 | 4,5 | 6.19 | 6.26 | |
| 65 | 2 1/2 | 76,6 | 75,4 | 4,5 | 7,93 | 8.05 | |
| 80 | 3 | 89,5 | 88,1 | 5.0 | 10.3 | 10,5 | |
| 100 | 4 | 114,9 | 113,3 | 5.4 | 14,5 | 14,8 | |
| 125 | 5 | 140,6 | 138,7 | 5.4 | 17,9 | 18,4 | |
| 150 | 6 | 166,1 | 164,1 | 5.4 | 21.3 | 21,9 | |
| NOTAS: 1) As dimensões e massas estão de acordo com a norma ISO R65. 2) Pressão de teste hidrostático 50 kg/cm² | |||||||
Tabela de tubos de aço BS1387

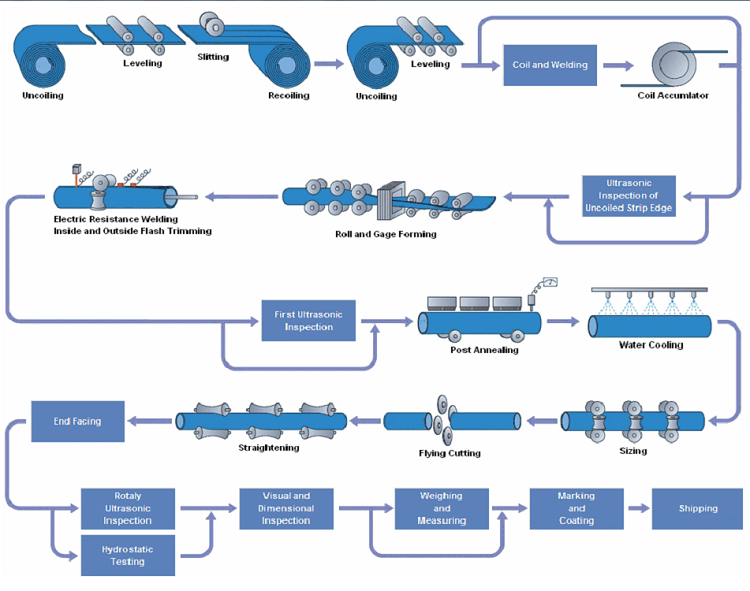
Processo de fabricação de tubos de aço BS1387
Aplicação de tubos de aço BS1387
- Transporte de veículos comuns
- Transporte a vapor
- Transporte de gás
- Transporte aéreo
- Transporte aquático
Somos um fabricante profissional de tubos de aço carbono. Fornecemos tubos de aço carbono de diferentes tamanhos, bem como tubos e conexões de aço com diversas especificações.
Nossas vantagens:
1. Principal fornecedor de produtos, serviços e exportador de tubos de aço da China.
2. Preço competitivo e qualidade da nossa própria fábrica
3. Integração de Recursos Centralizada
4. Obteve as certificações ISO9001, CE e SGS anualmente.
5. Melhor serviço com resposta em 24 horas
6. Métodos de pagamento flexíveis
7. Forte capacidade de produção
8. Entrega rápida e embalagem padrão para exportação.
9. OEM/ODM
Caso tenha interesse em obter informações sobre nossos produtos de aço, entre em contato conosco.sales@bestartubes.com







