ASTM A209 Tube

What is ASTM A209 Steel Pipe?
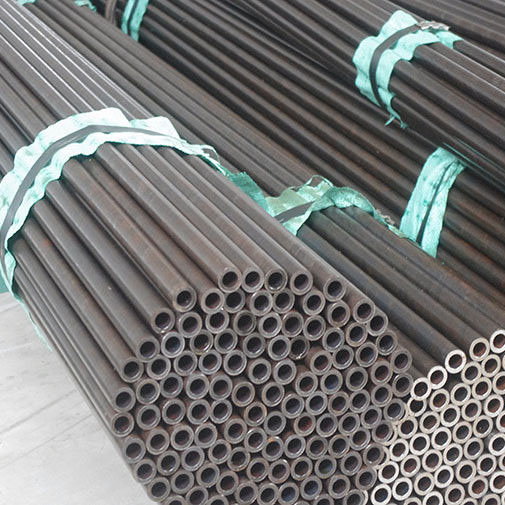
ASTM A209 steel pipe covers several grades of minimum wall thickness seamless carbon molybdenum alloy steel, boiler, and superheater tubes.
This specification covers tubes 1/2 to 5 in. [12.7 to 127 mm] inclusive, in outside diameter and 0.035 to 0.500 in. [0.9 to 12.7 mm], inclusive, in minimum wall thickness.
Bestar Steel offers high-quality ASME SA209 steel pipe, ASTM A209 T1, T1a, and T1b seamless carbon-molybdenum alloy-steel boilers and superheater tubes to customers across the globe and in India. In addition to supplying T1, T1a, and T1b alloy steel tubes, Bestar Steel also offers fabrication services that include cutting, bending, shearing, saw cutting and welding for all kinds of seamless steel pipes and tubes. Our primary objective is to ensure that our customers receive A209 T1, T1a, and T1b tubes at competitive prices, together with excellent service.
Chemical Composition Of SA 209 Steel Pipe, A209 Grade T1, T1a & T1b
| Grade | Mo | Cr | Mn | P | S | C | Si |
| T1 | 0.44-0.65 | / | 0.30-0.80 | ≤0.025 | ≤0.025 | 0.10-0.20 | 0.10-0.50 |
| T1a | 0.44-0.65 | / | 0.30-0.80 | ≤0.025 | ≤0.025 | 0.15-0.25 | 0.10-0.50 |
| T1b | 0.44-0.65 | / | 0.30-0.80 | ≤0.025 | ≤0.025 | 0.14max | 0.10-0.50 |
Mechanical Properties of ASTM A209 Steel Pipe
| Grade | T1 | T1a | T1b |
| Tensile Strength min Ksi(Mpa) | 55(380) | 60(415) | 43(365) |
| Yield Strength Min Ksi(Mpa) | 30(205 | 32(220) | 28(195) |
| Elongation in 2in or 50mm min% | 30 | 30 | 30 |
Features of A209 T1, T1a, T1b Seamless Carbon-Molybdenum Alloy-Steel Boiler and Superheater Tubes
T1, T1a, T1b seamless alloy tubes shall be delivered in either hot-finished or cold finished product.
Tubes when inserted in the boiler shall stand expanding and beading without showing cracks or flaws. Superheater tubes when properly manipulated shall stand all forging, welding, and bending operations necessary for application without developing defects.
Flattening Test – The flattening test of Specification A999/A999M shall be made on a specimen from one end or both ends of each pipe. Crop ends may be used. If this supplementary requirement is specified, the number of tests per pipe shall also be specified. One flattening test shall be made on specimens from each end of one finished tube, not the one used for the flaring test, from each lot.
Flaring Test – One flaring test shall be made on specimens from each end of one finished tube, not the one used for the flattening test, from each lot.
Hydrostatic or Nondestructive Electric Test – Each tube shall be subjected to the nondestructive electric test or the hydrostatic test. The type of test to be used shall be at the option of the manufacturer, unless otherwise specified in the purchase order.
Bend Test – For pipe whose diameter exceeds NPS 25 and whose diameter to wall thickness ratio is 7.0 or less shall be subjected to the bend test instead of the flattening test. Other pipe whose diameter equals or exceeds NPS 10 may be given the bend test in place of the flattening test subject to the approval of the purchaser
Size Chart of ASTM A209 Steel Pipe
| OD (mm) | Wall Thickness(mm) | |||||||||||||
| 2 | 2.5 | 3 | 3.5 | 4 | 4.5 | 5 | 6 | 6.5-7 | 7.5-8 | 8.5-9 | 9.5-10 | 11 | 12 | |
| Φ25-Φ28 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ32 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ34-Φ36 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ38 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ40 | ● | ● | ● | ● | ● | |||||||||
| Φ42 | ● | ● | ● | ● | ● | |||||||||
| Φ45 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ48-Φ60 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ63.5 | ● | ● | ● | ● | ● | ● | ● | |||||||
| Φ68-Φ73 | ● | ● | ● | ● | ● | ● | ||||||||
| Φ76 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ80 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ83 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ89 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ95 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ102 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ108 | ● | ● | ● | ● | ● | ● | ● | ● | ● | ● | ||||
| Φ114 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ121 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
| Φ127 | ● | ● | ● | ● | ● | ● | ● | ● | ● | |||||
Application of ASTM A209 Steel Pipe
- Ordinary Use In Steam.
- Water Industrial.
- Gas Industrial.
- Air Lines.
- High Temperature Service.
- Heat-Exchanger And Condenser.
- High-Pressure Service.
- Boiler And Super Heater.
- Low-Temperature Service.
- Hydraulic System Service.
- Automobile Purposes.
- Boiler And Super Heater.
- Pressure Purposes.
- Automobile, Mechanical & General Engineering Purposes.
We are a professional Boiler And Alloy Tube manufacturer. We provide Boiler And Alloy Tube of different sizes as well as steel pipes and pipe fittings of various specifications.
Our Advantages:
1.China-leading product service provider and exporter of steel pipe
2.Competitive price and quality from our own factory
3.One-stop Resource Integration
4.Passed the ISO9001, CE, SGS certification every year
5.Best service with 24-hour response
6.Flexible payment methods
7.Strong production capacity
8.Fast delivery and standard export packaging
9.OEM/ODM
If you would like to inquire about any steel products, please feel free to contact us:sales@bestartubes.com